นโยบายและการจัดการ
นโยบายด้านสิ่งแวดล้อม อาชีวอนามัยและความปลอดภัย มุ่งมั่นเป็นพลเมือง ที่มีความรับผิดชอบต่อสังคม และผู้มีส่วนได้ส่วนเสียโดยจะยึดหลักการกำกับดูแลกิจการที่ดี

นโยบายด้านสิ่งแวดล้อม
1
บริษัท โตโยต้า มอเตอร์ ประเทศไทย จำกัด จะปฏิบัติตามกฏหมาย และมาตรฐานต่างๆ ที่เกี่ยวข้องกับสิ่งแวดล้อมภายในบริษัท พร้อมทั้งมีความมุ่งมั่นที่จะบรรลุวัตถุประสงค์และเป้าหมายทางด้านสิ่งแวดล้อมที่วางไว้
2
บริษัท โตโยต้า มอเตอร์ ประเทศไทย จำกัด จะทุ่มเทปรับปรุงอย่างต่อเนื่องเกี่ยวกับการทำงานของระบบสิ่งแวดล้อม และการป้องกัน มลพิษ ซึ่งบรรลุได้โดย
- มุ่งเน้นที่จะลดผลกระทบต่อสิ่งแวดล้อมเนื่องจากวัตถุดิบและกระบวนการผลิต โดยการประเมินผลกระทบต่อ สิ่งแวดล้อมจากสิ่งเหล่านั้น ก่อนที่จะนำวัตถุดิบใหม่มาใช้หรือก่อนมีกระบวนการผลิตใหม่ๆ
- หาวิธีการลดปริมาณการใช้พลังงาน ลดระดับมลพิษและปริมาณของเสียที่ออกสู่สิ่งแวดล้อม
3
บริษัท โตโยต้า มอเตอร์ ประเทศไทย จำกัด มีความพยายามที่จะพัฒนาอย่างต่อเนื่องและเสริมสร้างความเข้าใจอันดีต่อพนักงานทุกคน เพื่อให้การปฏิบัติ และการบริหารงานด้านสิ่งแวดล้อมบังเกิดผลมากที่สุด
4
ตระหนักถึงความสำคัญของการสื่อสารกับชุมชนในท้องถิ่นและให้ความร่วมมือที่ดีในกิจกรรมการรักษาสิ่งแวดล้อม
นโยบายด้านอาชีวอนามัยและความปลอดภัย
บริษัท โตโยต้า มอเตอร์ ประเทศไทย จำกัด (บริษัท) จะประกอบธุรกิจควบคู่ไปกับการดำเนินการและพัฒนาระบบการจัดการด้านอาชีวอนามัยและความปลอดภัยอย่างต่อเนื่อง โดยจะพยายามป้องกันการเกิดอุบัติการณ์ อุบัติเหตุการบาดเจ็บ และการเจ็บป่วยเนื่องจากการทำงานด้วยความร่วมมืออย่างจริงจังของพนักงานทุกคน เพื่อดำเนินการตามนโยบายที่กล่าวมานี้ บริษัทจะ
1
ดำเนินการและพัฒนาระบบการจัดการอาชีวอนามัยและความปลอดภัยตามมาตรฐาน ISO45001 อย่างเหมาะสมและสอดคล้องกับข้อกำหนดของกฎหมายและข้อกำหนดอื่น ๆ ที่เกี่ยวข้อง ทั้งนี้รวมถึงมาตรฐานเพิ่มเติมที่องค์กรนำมาใช้ในกรณีที่กฎหมายและข้อกำหนดที่เกี่ยวข้องไม่ได้ระบุไว้
2
ดำเนินการกำจัดอันตรายและลดความเสี่ยงด้านอาชีวอนามัยและความปลอดภัย รวมทั้งจัดเตรียมสภาพแวดล้อมในการทำงานให้มีสุขอนามัยที่ดีและปลอดภัย เพื่อป้องกันการบาดเจ็บและเจ็บป่วยต่อสุขภาพจากการทำงานที่เหมาะสมกับลักษณะเฉพาะของความเสี่ยงและโอกาสด้านอาชีวอนามัยและความปลอดภัย โดยกำหนดเป็นวัตถุประสงค์และเป้าหมายด้านอาชีวอนามัยและความปลอดภัยประจำปี พร้อมสื่อสารให้ผู้ที่เกี่ยวข้องทุกคนนำไปปฏิบัติ
3
ให้การสนับสนุนทรัพยากรทั้งในเรื่องบุคลากร เวลา งบประมาณ และการฝึกอบรมที่เหมาะสมและเพียงพอ
4
ทำการทบทวนและประเมินผลการดำเนินงานตามความเหมาะสมเพื่อทราบความก้าวหน้า และเพื่อให้แน่ใจว่าสอดคล้องตามนโยบายเกี่ยวกับความปลอดภัยนี้
5
บริหารจัดการด้านอาชีวอนามัยและความปลอดภัยให้เหมาะสมกับกลยุทธ์ที่สนับสนุนวิสัยทัศน์ของบริษัท
6
จัดให้มีการให้คำปรึกษา เพื่อช่วยเหลือให้มีการปฏิบัติงานด้วยความปลอดภัย และให้เกิดการมีส่วนร่วมของพนักงานทุกระดับ รวมทั้งผู้รับเหมา และผู้ที่เข้ามาปฏิบัติงานในบริษัท โดยเน้นย้ำว่าการปฏิบัติงานด้วยความปลอดภัยเป็นหน้าที่ความรับผิดชอบของทุกคน ทั้งนี้ รวมถึงสนับสนุนพฤติกรรมความปลอดภัยนอกงาน

ด้านสิ่งแวดล้อม
ระบบการจัดการด้านสิ่งแวดล้อมของโตโยต้า มอเตอร์ ประเทศไทย จำกัด มีการดำเนินการและปรับปรุงอย่างต่อเนื่อง โดยเริ่มจากโรงงานประกอบรถยนต์โตโยต้าสำโรงและโตโยต้าเกตเวย์ โดยทั้ง 2 โรงงาน ได้รับการรับรองระบบการจัดการ ด้านสิ่งแวดล้อม ISO 14001: 1996 ในระดับสากลตั้งแต่ปี 2540 ในโรงงานเกตเวย์และในปี 2541 สำหรับโรงงานสำโรง จากนั้นได้มีการปรับปรุงอย่างต่อเนื่อง
จนได้รับการรับรองระบบการจัดการด้านสิ่งแวดล้อม ฉบับใหม่ ISO 14001: 2004 ในปี 2548 ส่วนโรงงานประกอบ รถยนต์โตโยต้าบ้านโพธิ์นั้นได้รับการรับรองระบบการจัดการด้านสิ่งแวดล้อมฉบับใหม่ ISO 14001: 2004 ในปี 2551
โรงงานประกอบ
มาตรฐานการจัดการ
ปีที่ได้รับการรับรอง
โรงงานประกอบ
เกตเวย์
มาตรฐานการจัดการ
ISO 14001 : 1996
ISO 14001 : 2004
ปีที่ได้รับการรับรอง
1997 (พ.ศ. 2540)
2005 (พ.ศ. 2548)
โรงงานประกอบ
สำโรง
มาตรฐานการจัดการ
ISO 14001 : 1996
ISO 14001 : 2004
ปีที่ได้รับการรับรอง
1998 (พ.ศ. 2541)
2005 (พ.ศ. 2548)
โรงงานประกอบ
บ้านโพธิ์
มาตรฐานการจัดการ
ISO 14001 : 2004
ปีที่ได้รับการรับรอง
2008 (พ.ศ. 2551)
ด้านอาชีวอนามัยและความปลอดภัย
โรงงานประกอบ
มาตรฐานการจัดการ
ปีที่ได้รับการรับรอง
โรงงานประกอบ
เกตเวย์
มาตรฐานการจัดการ
ISO 14001 : 1996
ISO 14001 : 2004
ปีที่ได้รับการรับรอง
1997 (พ.ศ. 2540)
2005 (พ.ศ. 2548)
โรงงานประกอบ
สำโรง
มาตรฐานการจัดการ
ISO 14001 : 1996
ISO 14001 : 2004
ปีที่ได้รับการรับรอง
1998 (พ.ศ. 2541)
2005 (พ.ศ. 2548)
โรงงานประกอบ
บ้านโพธิ์
มาตรฐานการจัดการ
ISO 14001 : 2004
ปีที่ได้รับการรับรอง
2008 (พ.ศ. 2551)
โตโยต้าใส่ใจทุกขั้นตอนการผลิต
ก่อนการผลิต
โตโยต้าเลือกใช้วัตถุดิบและสารเคมีต่างๆ ในการผลิตที่ไม่ส่งผลกระทบต่อมนุษย์และสิ่งแวดล้อม โดยมีข้อกำหนดการใช้ที่เป็นรูปธรรมดังนี้
1
สารที่ห้ามใช้และสารเคมีควบคุมปริมาณการใช้งาน ได้แก่ วัตถุดิบหรือสารเคมีที่มีส่วนประกอบของโลหะหนัก จำนวน 4 ชนิด คือ ตะกั่ว ปรอท แคดเมี่ยม สารเคมี จำนวน 512 ชนิด
2
ระบบตรวจสอบชิ้นส่วนอะไหล่ต่างๆ จากผู้ผลิตชิ้นส่วน
3
ตรวจสอบโลหะ โดยใช้เครื่องเอกซเรย์โลหะที่ทันสมัย

การผลิต
ขั้นตอนการผลิตของรถโตโยต้า ประกอบด้วย 5 ขั้นตอนหลัก โดยในแต่ละขั้นตอน จะติดตั้งระบบและอุปกรณ์ต่างๆ ที่ทันสมัย เพื่อลดมลพิษ และของเสียในด้านต่างๆ ของการผลิต อาทิ มลพิษในอากาศ เสียงดัง น้ำเสีย เป็นต้น รวมถึงการจัดการของเสีย ทั้งของเหลว และของแข็งอย่างเป็นระบบ
1
การปั้มขึ้นรูป
การปั้มขึ้นรถชิ้นส่วนต่างๆ ของตัวถังรถ (AO Line) ประกอบด้วยขั้นตอนการปั้มขึ้นรูป ตัดขอบ เจาะรู พับขอบ ปัจจุบันโตโยต้า ใช้ระบบอัตโนมัติ ควบคุมด้วยคอมพิวเตอร์ ที่มีความเที่ยงตรง แม่นยำ
มาตรการด้านสิ่งแวดล้อม
ระบบควบคุมเสียง
- ใช้ระบบปิดโดยมีโครงสร้างพิเศษ สำหรับกันเสียงครอบเครื่องจักร
- การใช้อุปกรณ์ครอบหู ป้องกันเสียง
ระบบควบคุมของเสีย
- น้ำมันที่ใช้แล้ว จากการผลิต จะนำเข้าไปเป็นเชื้อเพลิงในเตาปูนซีเมนต์
- เศษโลหะชิ้นใหญ่จะนำไปปั้มขึ้นรูปอีกครั้ง เพื่อทำเป็นชิ้นส่วนชิ้นเล็ก
- เศษโลหะชิ้นเล็ก จะนำส่งโรงหลอมเพื่อนำกลับมาใช้อีกครั้ง
2
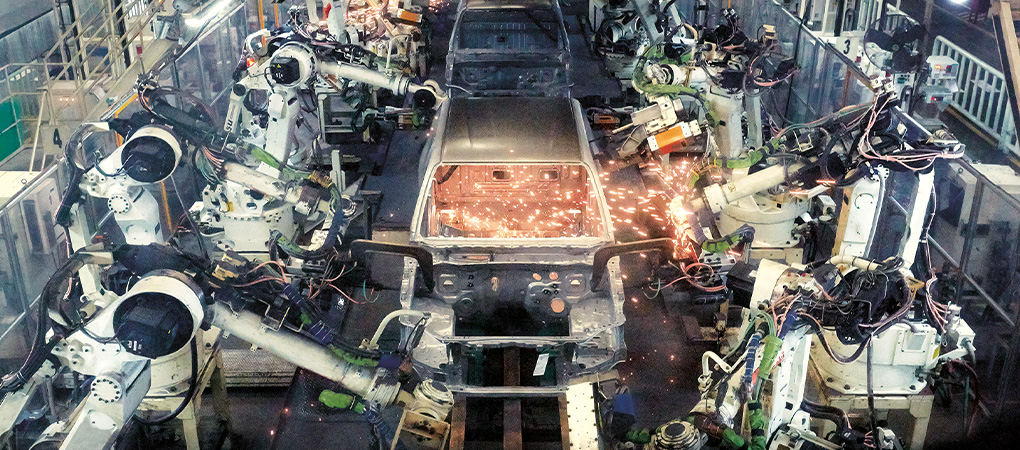
การเชื่อมตัวถัง
การเชื่อมตัวถัง จะเริ่มการจากเชื่อมชิ้นงานย่อยโดยพนักงาน หลังจากนั้นจึงใช้หุ่นยนต์ เชื่อมส่วนประกอบหลัก เพื่อความแม่นยำและได้มาตรฐานสูงสุด รวมทั้งลดการใช้พลังงานและมลพิษด้วยำ
มาตรการด้านสิ่งแวดล้อม
ระบบควบคุมฝุ่นและไอระเหย
- ใช้ตัวกรอง ดักจับฝุ่นในกระบวนการเชื่อม Catalytic Converter
- อุปกรณ์ Wet Scrubber จะพ่นละอองน้ำเป็นฝอย เพื่อจับไอระเหยต่างๆ จากกระบวนการเชื่อม Catalytic Converter แล้วจึงนำไปบำบัดต่อไป
- มีกิจกรรมการลด Spatter จากการเชื่อม
3
การพ่นสี
กระบวนการพ่นสี เริ่มจากการล้างคราบน้ำมัน และสิ่งสกปรกบนพื้นผิวตัวถัง จากนั้นจะนำไปชุบสีเคลือบพื้นสนิม ด้วยประจุไฟฟ้า ระบบ Cation E.D.P. แล้วจึงเข้าสู่กระบวนการอุดตะเข็บเพื่อป้องกันการรั่วซึม พ่นสีรองพื้น และพ่นสีจริง
มาตรการด้านสิ่งแวดล้อม
ระบบจัดการอากาศเสีย
- ใช้หุ่นยนต์ในการพ่นสี เพิ่มประสิทธิภาพ และลดการสูญเสียสีได้ถึง 80%
- ใช้ม่านน้ำเพื่อจับฝุ่นสี จากกระบวนการพ่นสี
- ใช้เตาเผา RTO เพื่อเผาไอระเหยไฮโดรคาร์บอน จากการพ่นสี ซึ่งมีประสิทธิภาพ ลดไอระเหยได้ถึง 95%
- ปี พ.ศ. 2550 โตโยต้าจะเปลี่ยนการใช้สีผสมทินเนอร์ มาเป็นสีที่ใช้น้ำในการทำละลาย ซึ่งจะลดมลพิษได้เป็นอย่างมาก
โรงบำบัดน้ำเสีย
โตโยต้าให้ความสำคัญ กับระบบบำบัดน้ำเสียเป็นอย่างมาก โดยได้ลงทุนติดตั้งระบบบำบัดน้ำเสียที่ทันสมัยที่สุด มูลค่ากว่า 100 ล้านบาท โดยน้ำเสียจากการผลิตและการใช้เพื่ออุปโภคบริโภคภายในโรงงานทั้งหมด จะถูกนำเข้าบำบัดทั้งระบบเคมีและชีวภาพ โดยน้ำที่บำบัด แล้วจะถูกนำมาหมุนเวียนใช้ใหม่ภายในโรงงานเพื่อ
- รดหลังคา ลดความร้อนในพื้นที่ปฎิบัติงาน
- รดน้ำต้นไม้
- เลี้ยงปลาในบ่อ
- ใช้สำหรับการชักโครกในห้องน้ำ
- ล้างพื้น
- ผสมสารเคมีในระบบบำบัดน้ำเสีย

4
ก่อนการประกอบ
การจัดการชิ้นส่วน และอะไหล่ อย่างเป็นระบบ โดยการจัดหมวดหมู่ เพื่อให้ง่ายต่อการตรวจสอบ และสะดวกในการนำไปประกอบต่อไป
มาตรการด้านสิ่งแวดล้อม
- พลาสติกที่ขึ้นรูปเสีย จะนำมาบด แล้วนำกลับไปหลอมใช้ใหม่
- ระบบรวบรวมชิ้นส่วนจากผู้ผลิตชิ้นส่วนต่างๆ ครั้งละมากๆ เพื่อลดจำนวนเที่ยวของการขนส่งเข้าสู่โรงงานโตโยต้า เพื่อประหยัดพลังงาน และลดก๊าซคาร์บอนไดออกไซค์ที่เกิดขึ้นจากการขนส่ง
5
การประกอบ
การประกอบห้องเครื่อง ระบบช่วงล่าง และภายในห้องโดยสาร โดยตัวถังที่พ่นสีแล้ว จะถูกยกเคลื่อนมาตามสายพาน เพื่อประกอบเข้ากับระบบช่วงล่าง ประกอบเครื่องยนต์ และติดตั้งอุปกรณ์ต่างๆ ภายในห้องโดยสาร
มาตรการด้านสิ่งแวดล้อม
ระบบจัดการของเสีย
- ขอความร่วมมือจากผู้ผลิตชิ้นส่วน ให้ใช้วัสดุสำหรับหีบห่อ ที่สามารถนำกลับมาใช้ใหม่ได้ เช่น กล่องพลาสติก ลดการใช้โฟมและกระดาษ เป็นต้น
- ระบบการกำจัดขยะ โดยการแยกขยะอย่างเป็นระบบ
เซลล์พลังงานแสงอาทิตย์
โตโยต้า ได้ติดตั้งเซลล์พลังงานแสงอาทิตย์ขึ้นที่บริเวณโรงงานสำโรง เพื่อจุดประสงค์ในการประหยัดพลังงานโดยนำไฟฟ้าที่ได้ไปใช้ในห้องประชุมด้วย

การขนส่ง
ระบบการขนส่งรถที่ผลิตเสร็จจากโรงงาน สู่ผู้แทนจำหน่ายจะใช้รถเทรลเลอร์ขนาดใหญ่ ที่สามารถบรรทุกได้ครั้งละมากๆ รวมถึงระบบการจัดการเส้นทางและการขนส่งที่มีประสิทธิภาพ ช่วยลดจำนวนเที่ยว ทำให้ประหยัดน้ำมัน และลดควันเสีย

การใช้งาน
โตโยต้าได้วางแผนการจัดการด้านสิ่งแวดล้อมสำหรับโชว์รูมและศูนย์บริการ โดยกำหนดมาตรการต่างๆ อย่างต่อเนื่อง เพื่อให้เป็นมาตรฐานเดียวกันทั่วประเทศ โดยขอความร่วมมือกับบรรดาผู้แทนจำหน่ายกว่า 270 แห่งทั่วประเทศ เพื่อทำการปรับปรุงการดำเนินงานในแต่ละศูนย์บริการให้ส่งผล กระทบต่อสิ่งแวดล้อมให้น้อยที่สุด
คู่มือสำหรับตัวแทนจำหน่าย
โตโยต้าได้กำหนดหลักเกณฑ์ เพื่อเป็นแนวทางปฏิบัติสำหรับโชว์รูมและศูนย์บริการอย่างละเอียด ครอบคลุมในทุกขั้นตอนเริ่มจาก ภูมิสถาปัตย์ การจัดสรรพื้นที่ที่เหมาะสม การสัญจร ขนาดมาตรฐานของศูนย์บริการ รวมถึงการตกแต่งและการใช้สี นอกจากนี้ยังกำหนดวิธีการปฏิบัติ เพื่อให้กระทบต่อสิ่งแวดล้อมน้อยที่สุด
คู่มือบริหารศูนย์บริการและอะไหล่ยอดเยี่ยม (TEDAS)
คือแผนงานจัดการที่โตโยต้าจัดทำขึ้นเพื่อให้ศูนย์บริการดำเนินงานให้เป็นไปในทิศทางและมาตรฐานเดียวกันทั่วประเทศ โดยในหมวดที่เกี่ยวกับการจัดการด้านสิ่งแวดล้อม โตโยต้าได้กำหนดข้อบังคับ วิธีการปฏิบัติ รวมถึงการประเมินผลอย่างครบถ้วน โตโยต้ามั่นใจว่าด้วยระบบ และกฏเกณฑ์ที่วางไว้อย่างเคร่งครัด จะนำมาซึ่งการปฎิบัติอย่างจริงจัง อันจะส่งผลดีต่อสภาพแวดล้อมทั้งในปัจจุบัน และอนาคต
การรับรองคุณภาพ ISO-14001
ปัจจุบันมีศูนย์บริการโตโยต้า ที่ได้ปรับปรุงและดำนินงานด้านสิ่งแวดล้อมอย่างมีประสิทธิภาพ จนได้รับการรับรองมาตราฐาน ISO-14001 แล้วจำนวน 98 แห่ง และโตโยต้า ได้ตั้งเป้าหมายว่าจะดำเนินการให้ครบทุกแห่งทั่วประเทศ ภายในปี พ.ศ. 2549

การจัดการสิ่งแวดล้อมภายในศูนย์บริการ
1
มาตรการด้านน้ำเสีย
น้ำเสียจากการล้างรถ และชำระล้างชิ้นส่วนต่างๆ รวมถึงการอุปโภคบริโภค จะได้รับการบำบัดอย่างถูกต้องก่อนปล่อยสู่สาธารณะ
2
มารตรการลดมลพิษในอากาศ
ฝุ่นละอองและไอระเหย จะถูกควบคุมเพื่อลดมลพิษทางอากาศให้น้อยที่สุด และถูกต้องตามกฏหมาย
3
มาตรการกำจัดของเสีย (ของเหลวและของแข็ง)
- น้ำมันเครื่อง น้ำมันหล่อลื่น และสารเคมีต่างๆ ที่ได้รับการเปลี่ยนถ่ายแล้ว จะนำไปจัดเก็บอย่างปลอดภัยก่อนนำไปกำจัดอย่างถูกต้อง
- ขยะปนเปื้อน หรือขยะอันตราย จะคัดแยกออกจากขยะทั่วไป เพื่อส่งไปยังบริษัทรับกำจัดที่ถูกต้องตามกฏหมาย
4
มาตรการด้านเสียง
- การใช้ครอบหู เพื่อกันเสียงสำหรับพนักงาน
- การจัดสรรพื้นที่ ในศูนย์บริการโดยให้ตำแหน่งจุดซ่อมตั้ง อยู่ในระยะที่ห่างจากบริเวณต้อนรับให้มากที่สุด
การกำจัด
หนึ่งในมาตรการ ที่โตโยต้าให้ความสำคัญเป็นอย่างมาก คือการรีไซเคิล (Recycle) หรือการนำวัสดุต่างๆ ในตัวรถยนต์กลับมาใช้งานใหม่อีกครั้ง โดยเฉพาะในขั้นตอนการใช้งาน และขั้นตอนสุดท้ายคือ สิ้นสุดอายุการใช้งานของรถยนต์
1
ขั้นตอนการใช้งาน
การรวบรวมชิ้นส่วนกันชนรถจากตัวแทนจำหน่าย และนำมาเข้าสู่กระบวนการรีไซเคิลใหม่ เพื่อผลิตเป็นกันชน แผงกันกระแทกใต้ห้องเครื่อง และแผงบุที่เก็บสัมภาระท้ายรถ เป็นต้น
2
ขั้นตอนสิ้นสุดการใช้งาน (ของเสีย)
บริษัท โตโยต้า มอเตอร์ ประเทศญี่ปุ่น ได้พัฒนาเทคโนโลยีรีไซเคิล สำหรับรถยนต์และในชิ้นส่วนที่ใช้งานแล้ว จนทำให้สามารถผลิตรถยนต์ที่มีวัสดุรีไซเคิลเป็นส่วนประกอบได้มากกว่าร้อยละ 85* ของน้ำหนักรถ และมีแนวโน้มว่าจะใช้วัสดุรีไซเคิลเป็นส่วนประกอบในการผลิต ได้มากขึ้นเรื่อยๆ เพื่อลดปริมาณของเสียที่จะเกิดขึ้นในอนาคต
*เฉพาะรถยนต์โตโยต้าที่ผลิตจาก บริษัท โตโยต้า มอเตอร์ ประเทศญี่ปุ่น
